
Filament-producenter som Polymaker udgiver færdige Bambu Studio-profiler som .json-filer. Du importerer dem direkte i Studio og slipper for at indtaste temperaturer, retraction og flow manuelt.
Her er fremgangsmåden — gælder for alle profiler, uanset producent.
Sådan gør du.
Trin 1 — Hent profilen
Profilen er en .json-fil. Du henter den fra producentens hjemmeside eller wiki — Polymaker ligger fx alle deres profiler under presets.polymaker.com sorteret efter materiale og printer. Gem filen et sted du kan finde den, f.eks. Downloads.
Vi har en kopi af Polymakers Panchroma Satin-profil til Bambu A1 (0.4 mm dyse) her som eksempel-fil til denne guide. Samme fremgangsmåde virker for alle producent-profiler.
Trin 2 — Importér i Bambu Studio
Åbn Bambu Studio og gå til File → Import → Import Configs.
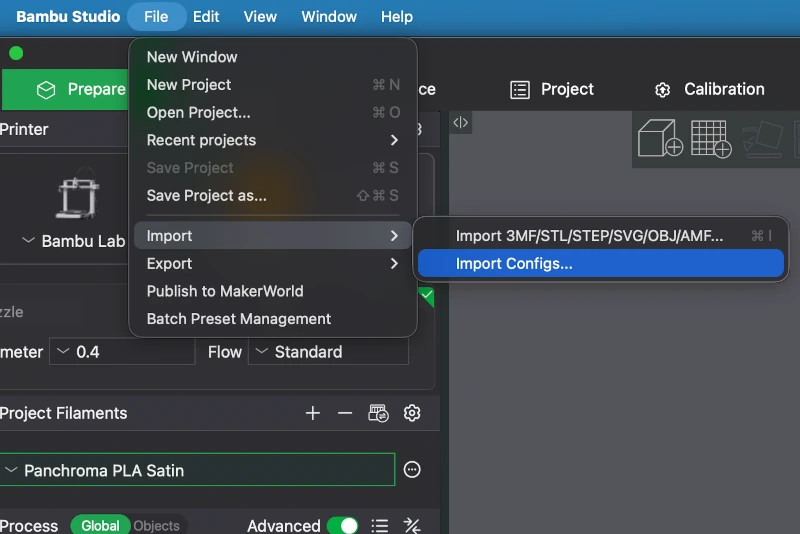
Vælg den .json-fil du lige har hentet. Bambu Studio bekræfter når profilen er importeret.
Profilen ligger nu under dine User Filaments og følger dig på tværs af projekter — du behøver kun gøre det her én gang pr. filament-type.
Trin 3 — Vælg profilen til din spool
I venstre sidebar, klik på filament-dropdown.

Den importerede profil dukker op i listen — typisk navngivet efter producent og materiale (Panchroma Satin PLA). Vælg den.
Trin 4 — Skru ned for wall speed
Profilen sætter alle de materiale-specifikke værdier — temperatur, retraction, flow, max volumetric speed. Men hastigheden på vægge er en kvalitets-afvejning der afhænger af hvad du printer, og den lader vi dig styre selv.
Gå til Process-fanen i sidebaren og find Speed-sektionen.
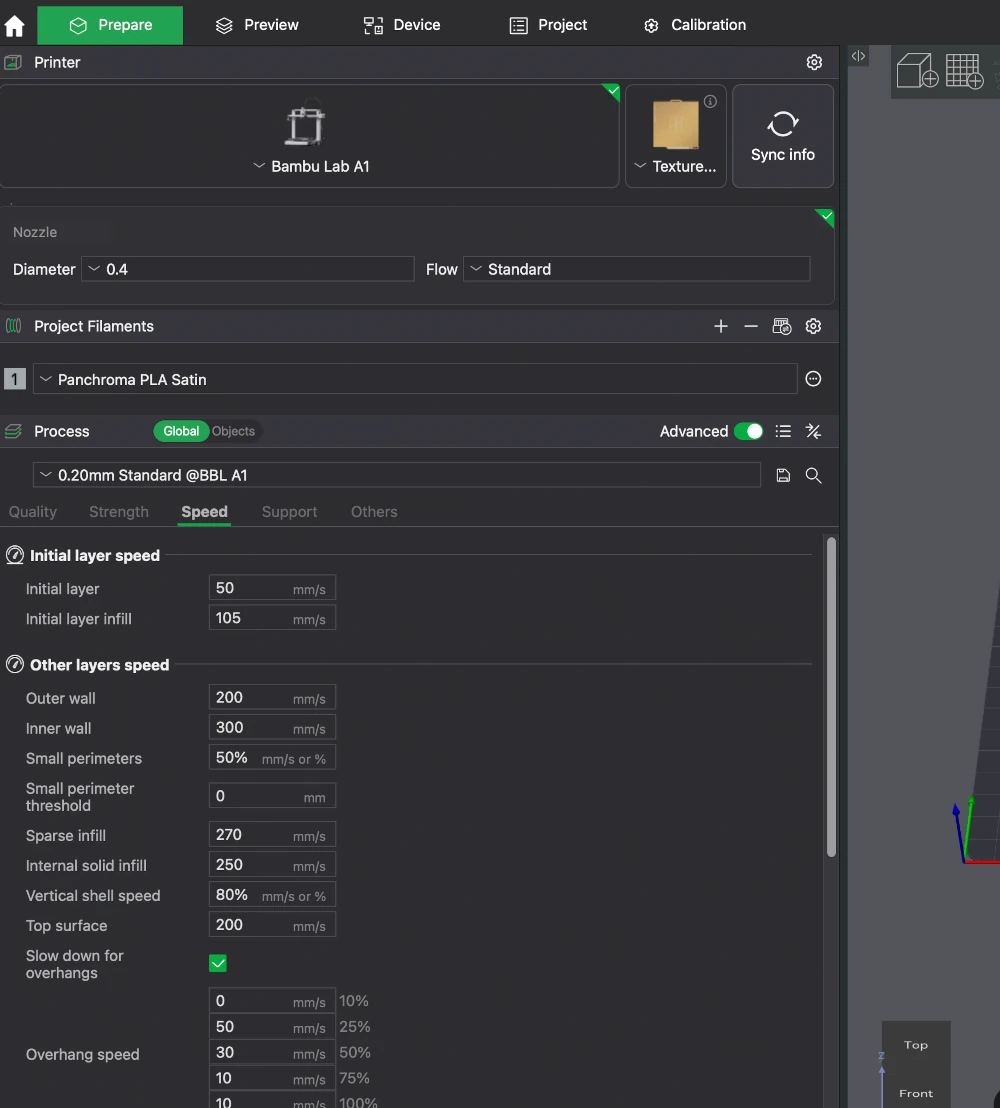
For et solidt resultat med synlig overfladekvalitet, sæt:
| Indstilling | Værdi |
|---|---|
| Outer wall | 50 mm/s |
| Inner wall | 50 mm/s |
Det er en langsom-men-pæn opskrift. Den fungerer for alle PLA-typer, og den er især vigtig for satin- og silk-filamenter hvor overfladens shine afhænger af at materialet får tid til at flyde jævnt og afkøles kontrolleret.
Du sparer ikke meget tid på at køre vægge hurtigere. Vægge udgør typisk 20-30 % af et prints samlede tid; resten er infill og top/bund-flader, og dem lader profilen køre i fuld fart. Et print der ville tage 2 timer ved 200 mm/s outer wall, tager omkring 2 timer og 20 minutter ved 50 mm/s — for markant bedre overflade.
Skal printet bare være funktionelt og du er ligeglad med overfladen, kan du sætte begge tilbage til 200 mm/s. Profilen tåler det.