Den enkleste vej: tag den nærmeste Generic-profil, kopiér den, og juster efter spool-producentens datablad.
Det tager to minutter pr. nyt materiale.
Hvorfor det betyder noget
Forskellige producenter blander deres PLA med forskellige additiver. Det betyder forskellige optimale temperaturer, flow-rater og afkølings-behov. Bruger du Bambu’s PLA Basic-profil til en Polymaker PolyTerra-spool, får du sandsynligvis et brugbart print — men du efterlader kvalitet og pålidelighed på bordet, og du risikerer under-extrusion eller dårlig lag-vedhæftning.
Det tager længere tid at fejlsøge et dårligt print end at oprette en profil korrekt fra start.
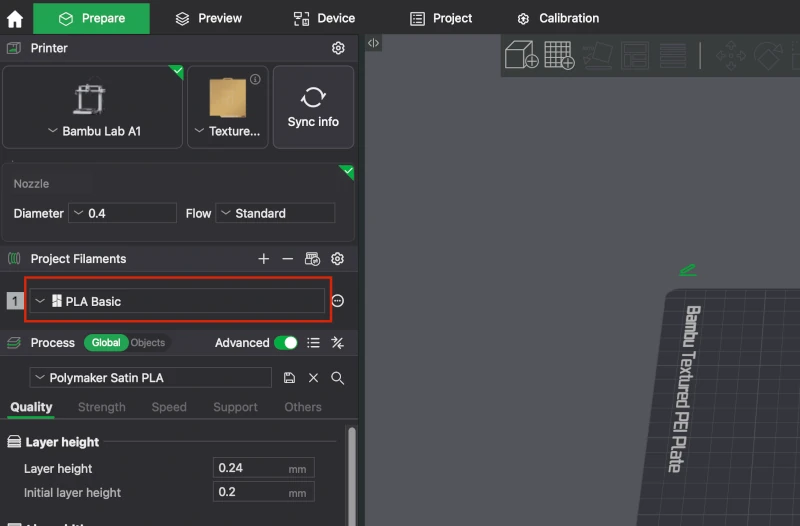
Trin 1 — Find filament-feltet
I Prepare-fanen finder du Filament-sektionen i venstre sidebar. Klik på navnet markeret med rødt.
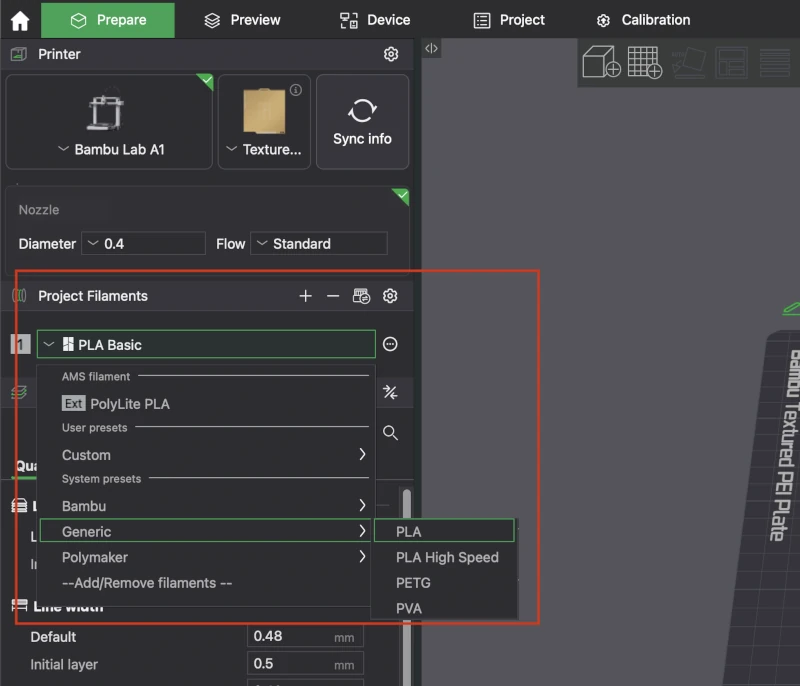
Trin 2 — Vælg den nærmeste Generic-profil
Bambu Studio har Generic-profiler for de mest almindelige materialer: PLA, PETG, ABS, TPU, ASA, PC, PA og forskellige fyld-typer (CF, GF). Vælg den der matcher dit materiale.
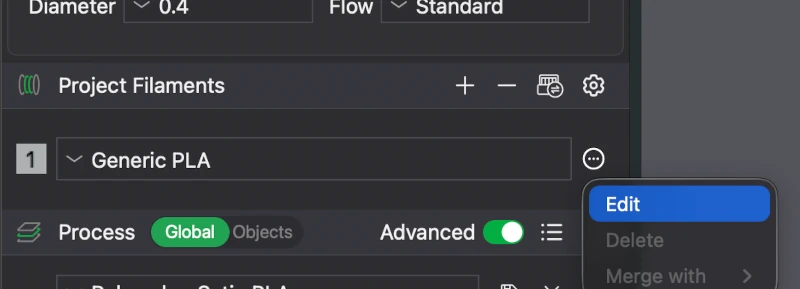
Trin 3 — Kopiér profilen
Klik på det lille redigeringsikon (cirkel med 3 prikker) ved siden af filament-navnet, og vælg Edit.
Trin 4 — Justér temperatur og flow
Åbn Filament Settings for din nye profil. Du skal som minimum tjekke fire ting:
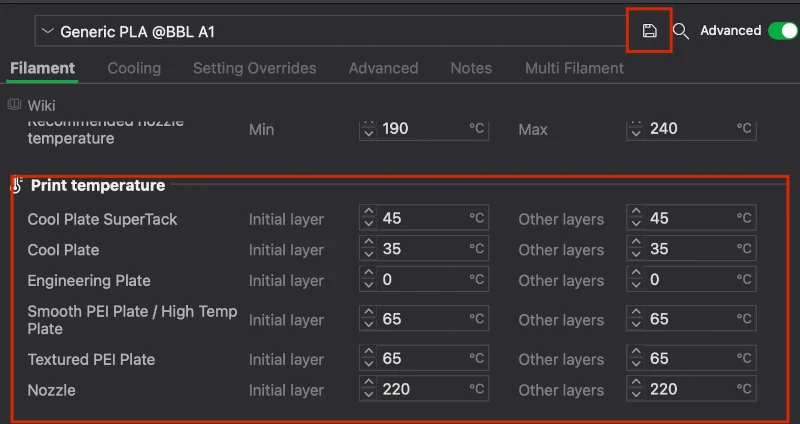
1. Nozzle temperature — sæt den til det producenten skriver på spool’en eller deres datablad. For PLA er det typisk 190-230 °C; for PETG 230-250 °C. Hvis spool’en angiver et interval, så start i midten.
2. Bed temperature — match producentens anbefaling. PLA: 45-65 °C. PETG: 70-80 °C. ABS: 90-100 °C. Bambu’s textured PEI-plade tilgiver et par grader op eller ned.
3. Max volumetric speed — det her er den oversete indstilling. Bambu’s A1 og P2S kan presse filament hurtigt; tredjeparts-PLA kan typisk klare 12-18 mm³/s, billigere PLA omkring 8-12 mm³/s. Sætter du den for højt, får du under-extrusion på store flader. Polymakers og Prusaments egne datablade nævner ofte den maksimale flow-rate — brug den.
4. Cooling — for PLA: 100% fan efter første lag. For PETG: 30-50%. For ABS: 0-20%. Generic-profilen har som regel rimelige defaults, men spool-producenten kan have specifikke anbefalinger.
Gem.
Navngiv den noget du kan genkende — fx Polymaker PolyTerra Charcoal eller eSun PLA+ Sort. Det her er nøglen til ikke at bruge tid på samme fejlsøgning igen om tre måneder.
Gem profilen som User Filament, så følger den dig på tværs af projekter.
Trin 5 — Kalibrér flow med en testprint (anbefalet)
Selv en velindstillet profil er stadig et gæt indtil du har printet kalibreringen. Bambu Studio har Flow Dynamics Calibration og Flow Rate Calibration indbygget under Calibration-menuen.
- Flow Dynamics kompenserer for tryk-build-up i hot-end ved hjørner og acceleration. Vigtig for skarpe detaljer.
- Flow Rate justerer hvor meget filament der faktisk extruderes pr. mm. Vigtig for dimensionel præcision og top-overflader. Begge tager under 10 minutter. Kør dem én gang pr. ny spool — særligt hvis materialet er et du vil bruge igen.
Når noget driller
- Print kommer ikke ud rent på første lag. Bed-temperatur eller bed-niveau. Tjek temperatur først; A1 og P2S auto-niveauerer.
- Lagene splittes (delamination). Nozzle-temperatur for lav, eller for meget køling. Skru temperaturen op 5 °C ad gangen.
- Stringing mellem dele. For varm nozzle, eller retraction for lav. Sænk temperatur 5 °C, eller øg retraction med 0,2-0,5 mm.
- Under-extrusion på store flader. Max volumetric speed for høj. Sænk den 2 mm³/s ad gangen.
- Materiale du printer på A1 eller P2S indeholder CF eller GF. Standard-messingdysen slides hurtigt. Skift til en hærdet dyse før du printer mere end et par hundrede gram. Du kan altid skrive til hej@fabfleet.dk hvis et materiale opfører sig mærkeligt — jeg har sandsynligvis prøvet det samme.
Genbrug dine profiler
Når du har en velindstillet profil for en specifik spool-type, kan du eksportere den under File → Export → Export Preset Bundle. Det er praktisk hvis du skifter computer, eller hvis du vil dele profilen med en kollega der bruger samme materiale.
Hold dine User Filaments ryddet op. En profil pr. spool-type er bedre end ti profiler du ikke husker forskellen på.